Las
posiciones de soldadura, se refieren exclusivamente a la posición del
eje de la soldadura en los diferentes planos a soldar. Básicamente son
cuatro las posiciones de soldar y todas exigen un conocimiento y dominio
perfecto del soldador para la ejecución de una unión soldadura.
En la ejecución del cordón de soldadura eléctrica, aparecen piezas
que no pueden ser colocadas en posición cómoda. Según el plano de
referencia fueron establecidas las cuatro posiciones siguientes:
1) POSICIÓN PLANA O DE NIVEL
2) POSICIÓN HORIZONTAL
3) POSICIÓN VERTICAL
4) POSICIÓN SOBRE CABEZA
POSICIÓN PLANA O DE NIVEL: Es aquella en que la pieza recibe la
soldadura colocada en posición plana a nivel. El material adicional
viene del electrodo que está con la punta para abajo, depositando el
material en ese sentido.
POSICIÓN HORIZONTAL: Es aquella en que las aristas o cara de la pieza
a soldar está colocada en posición horizontal sobre un plano vertical.
El eje de la soldadura se extiende horizontalmente.
POSICIÓN VERTICAL: Es aquella en que la arista o eje de la zona a
soldar recibe la soldadura en posición vertical, el electrodo se coloca
aproximadamente horizontal y perpendicular al eje de la soldadura.
POSICIÓN SOBRE LA CABEZA: La pieza colocada a una altura superior a
la de la cabeza del soldador, recibe la soldadura por su parte inferior.
El electrodo se ubica con el extremo apuntando hacia arriba
verticalmente. Esta posición es inversa a la posición plana o de nivel.
MOVIMIENTOS DEL ELECTRODO. Esta denominación abarca a los movimientos
que se realizan con el electrodo a medida que se avanza en una
soldadura; estos movimientos se llaman de oscilación, son diversos y
están determinados principalmente por la clase de electrodo y la
posición de la unión.
MOVIMIENTO DE ZIG – ZAG (LONGITUDINAL): Es el movimiento zigzagueante
en línea recta efectuado con el electrodo en sentido del cordón (Fig.
1). Este movimiento se usa en posición plana para mantener el cráter
caliente y obtener una buena penetración. Cuando se suelda en posición
vertical ascendente, sobre cabeza y en juntas muy finas, se utiliza este
movimiento para evitar acumulación de calor e impedir así que el
material aportado gotee.

MOVIMIENTO CIRCULAR: Se utiliza esencialmente en cordones de
penetración donde se requiere poco depósito; su aplicación es frecuente
en ángulos interiores, pero no para relleno de capas superiores. A
medida que se avanza, el electrodo describe una trayectoria circular
(Fig. 2).

MOVIENTO SEMICIRCULAR: Garantiza una fusión total de las juntas a
soldar. El electrodo se mueve a través de la junta, describiendo un arco
o media luna, lo que asegura la buena fusión en los bordes (Fig. 3). Es
recomendable, en juntas chaflanadas y recargue de piezas.

MOVIMIENTO EN ZIG – ZAG (TRANSVERSAL): El electrodo se mueve de lado a
lado mientras se avanza (Fig. 4). Este movimiento se utiliza
principalmente para efectuar cordones anchos. Se obtiene un buen acabado
en sus bordes, facilitando que suba la escoria a la superficie, permite
el escape de los gases con mayor facilidad y evita la porosidad en el
material depositado. Este movimiento se utiliza para soldar en toda
posición

MOVIMIENTO ENTRELAZADO: Este movimiento se usa generalmente en
cordones de terminación, en tal caso se aplica al electrodo una
oscilación lateral (Fig. 5), que cubre totalmente los cordones de
relleno. Es de gran importancia que el movimiento sea uniforme, ya que
se corre el riesgo de tener una fusión deficiente en los bordes de la
unión.


Generalmente en soldadura existen distintas
posiciones de soldeo, tanto en ángulo o de rincón designada con la letra
F y la soldadura a tope designada con la letra
G según la normativa americana (A.W.S.) según la normativa europea (U.N.E.) siempre se denomina con la letra
P.
> Posición
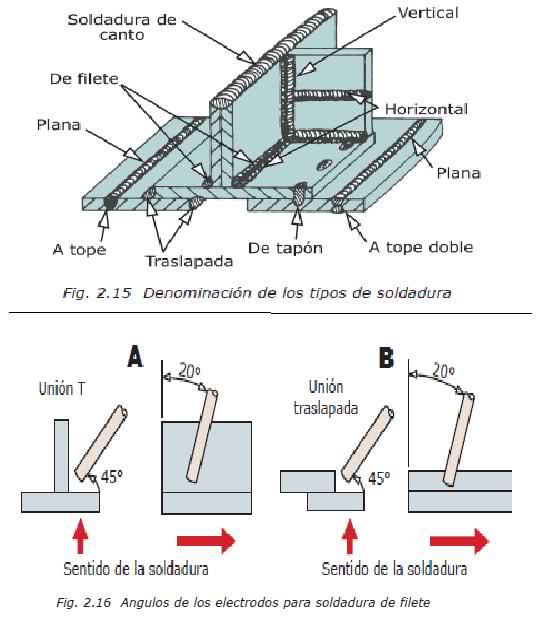
1F (UNE = PA). Soldadura acunada o plana y una de las chapas inclinadas a 45º más o menos.
> Posición
2F (UNE = PB). Soldadura horizontal y una de las chapas en vertical.
> Posición
3F (UNE = PF). Soldadura vertical con ambas chapas en vertical; en la
normativa americana tanto la soldadura ascendente como descendente sigue siendo la 3F, pero en la
normativa europea la soldadura vertical ascendente se denomina PF y en vertical descendente se le denomina PG
> Posición
4F (UNE = PD). Soldadura bajo techo.
POSICIONES DE SOLDEO DE CHAPAS A TOPE
> Posición
1G (UNE = PA). Chapas horizontales, soldadura plana o sobremesa.
> Posición
2G (UNE = PF). Chapas verticales con eje de soldaduras horizontales, o también denominado de cornisa.
> Posición
3G (UNE = PF). Soldadura vertical ascendente, soldadura vertical descendente (PG).
>Posición
4G (UNE = PF). Soldadura bajo techo.
NOTA Normativa americana (A.W.S.) =
F (rincón),
G (tuberías y cilindros).
Normativa europea (U.N.E.) =
P (en general, para todo).
POSICION DE SOLDEO EN TUBERÍA
> Posición
1G (UNE = PA). Tuberías horizontales, con
movimiento de rotación o revolución; soladura “plana”, el depósito del
material de aporte se realiza en la parte superior del tubo o caño.
> Posición
2G (UNE = PF). Tuberías verticales e inmóviles durante el soldeo, o también denominado de cornisa.
> Posición
5G (UNE = PF). Tuberías horizontales e
inmóviles; Esta posición abarca todas las posiciones, soldadura plana,
vertical y bajo techo.
> Posición
6G (UNE = H-L045). Tuberías inmóviles con sus
ejes inclinados a 45º mas o menos; Esta soldadura abarca: soldadura bajo
techo, vertical y plana.
– (UNE = J-L045). Tuberías inmóviles con sus ejes inclinados a 45º
mas o menos; Esta soldadura abarca: soldadura plana, vertical
descendente y bajo techo.
– (UNE = K-L045). Tuberías inmóviles con sus ejes inclinados a 45º
mas o menos; Esta soldadura abarca: soldadura plana, vertical
descendente, bajo techo, vertical ascendente y plana.
> Posición
6GR Tuberías inmóviles con sus ejes inclinados a
45º mas o menos con anillo restrictor con una distancia de 12´7mm; Se
realiza en tuberías de 6″ pulgadas su anillo es de 300mm de
circunferencia.
POSICION DE SOLDEO EN TUBERÍA EN ÁNGULO CON CHAPAS
> Posición
1F (UNE = PA). Conjunto con movimiento de
rotación eje del tubo inclinado a 45º más o menos. Soldadura plana, el
material de aporte se deposita en la parte superior.
> Posición
2F (UNE = PB). Conjunto inmóvil durante el soldeo, tubo vertical; Soldadura horizontal.
> Posición
2FR. Conjunto con movimiento horizontal de rotación. Soldadura plana o sobremesa
> Posición
4F (UNE = PD). Conjunto inmóvil durante el soldeo, tubo vertical; Soldadura bajo techo.
> Posición
5F (UNE = PF). Conjunto inmóvil durante el soldeo; Soldadura bajo techo, vertical ascendente y soldadura plana.
– (UNE = PG). Conjunto inmóvil durante el soldeo; Soldadura bajo techo, vertical descendente y soldadura plana.